

冶金工厂面临高温、粉尘大、强干扰等环境及安全风险,因此可靠的紧急通信系统至关重要。本方案通过 IP 调度台、SIP 话筒等设备构建一个可靠、抗干扰、易维护的通信系统。

工业制造厂房属于高风险作业环境,具有高温、粉尘重、强电磁干扰等特点,并伴随可燃气体泄漏、钢水飞溅等安全隐患。在紧急情况下,高效可靠的紧急通信系统至关重要。然而,现有通信系统仍面临诸多问题,包括传统模拟系统抗干扰能力弱、高温环境下设备故障率高、多工序协同效率低以及粉尘环境下维护困难等。
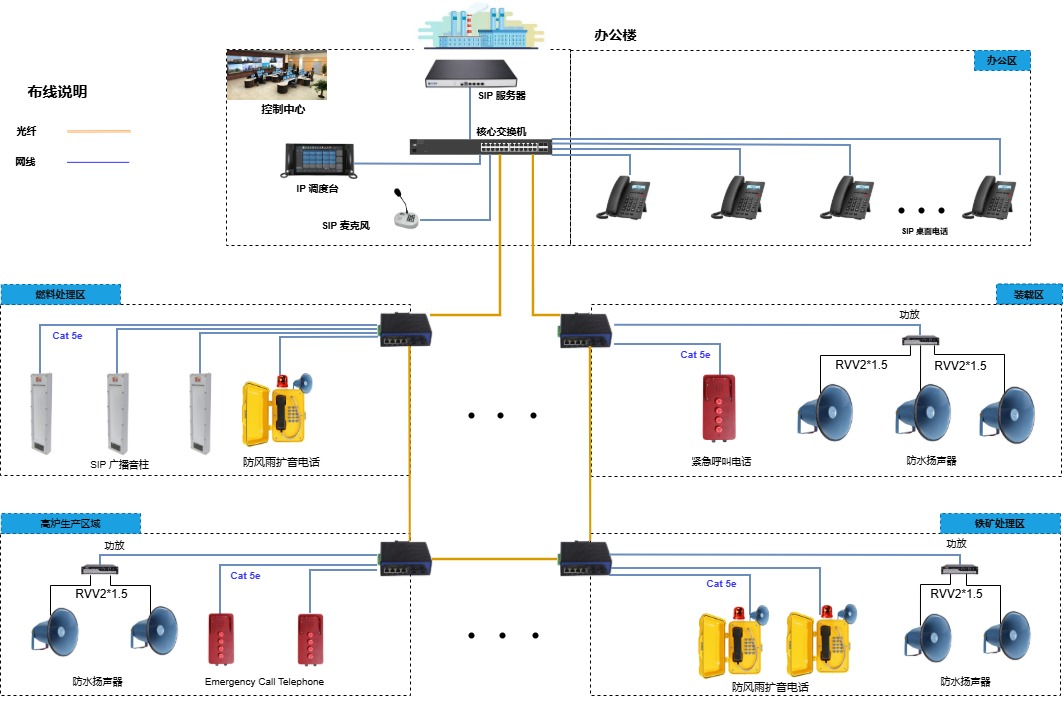
本方案通过整合 IP 调度台、SIP 话筒等设备,构建“高可靠、强抗干扰、易维护”的紧急通信系统。系统符合冶金行业相关标准,采用有线通信技术,确保在日常生产及突发事件中实现实时、稳定的通信,为冶金工厂的安全生产建立坚实的数字化通信保障。
在可燃气体泄漏或高炉爆炸等紧急事件中,系统需实现“30 秒应急通信链激活”:管理中心调度台一键触发全厂高优先级紧急广播;气体检测报警器自动联动区域广播发布疏散指令;现场人员可通过紧急电话实时与管理中心沟通反馈。
设备需满足严格的环境要求:IP65 防护等级(防尘、防水);-40℃ 至 +70℃ 工作温度(适应高温环境);Exd II C T6 防爆认证(适用于易爆环境);ISO10816-3 抗振标准(承受设备振动)。
确保无通信盲区:在原料处理、铁水运输等关键区域每 200 米布置终端;在高炉平台等高架位置安装耐尘对讲机;车辆上配备移动终端实现动态通信覆盖。
与现有系统深度融合:与气体检测系统(GDS)联动,报警时自动触发区域广播;与消防报警系统(FAS)联动,在火灾中切换至应急疏散广播;兼容制造执行系统(MES),在紧急情况下获取设备数据以支持决策。
符合现场操作特点:终端具备一键报警/通话功能,适用于高温作业环境;设备模块化设计,便于在粉尘环境中维护与更换;系统支持远程监测,减少在高温区域的人工巡检。
本方案严格依据现行国家标准及项目现场的实际需求进行设计,确保从系统设计、设备选型、安装施工到验收测试的全过程均完全符合相关规范要求。
主要参考文件包括:
符合 GB3836.1-2021《爆炸性环境 第1部分:设备 通用要求》,设备防爆等级为 Exd II C T6;
遵循 AQ2007.1-2006《冶金企业安全生产标准化 基础规范 钢铁企业》,确保设备在危险区域安全使用;
满足 SY/T7352-2016《油气田通信系统工程技术规范》 中关于耐硫化氢腐蚀的要求,可类比应对冶金粉尘导致的腐蚀环境。
防护等级满足 GB/T4208-2017 IP65,有效防尘防喷水;
耐高温性能参考 MIL-STD-810G Method 501.5,支持 -40℃ 冷启动及 +70℃ 连续运行;
振动抗性符合 ISO10816-3《机械振动 评价》,设备采用隔振底座安装,自振频率 ≤15 Hz。
语音编码采用 ITU-T G.711A,端到端延迟 ≤80 ms,满足实时应急指挥需求;
IP 网络遵循 RFC3261(SIP 协议),可与办公通信系统无缝对接;
无线通信采用 IEEE 802.11n 标准,兼容现有 Wi-Fi 网络。
抗干扰能力符合 GB/T17626.5-2019《浪涌抗扰度试验》;
电磁辐射排放满足 GB9254-2008《信息技术设备的无线电骚扰限值和测量方法》A 级要求;
接地系统设计遵循 GB50169-2016《接地装置施工及验收规范》,接地电阻 ≤1 Ω。
系统建立三级响应机制,以适应不同冶金应急场景:一级响应(气体泄漏)、二级响应(高炉异常)、三级响应(日常紧急事件)。
可适应高温、粉尘及振动等复杂工作环境。
与气体监测系统、轧钢控制系统、桥式起重机管理系统等实现联动。
硬件抗干扰、软件抗干扰,保证系统可靠稳定运行。
录音功能:记录所有通话、广播及相关设备数据,同步工厂时钟(误差 ≤50ms);支持按区域/时间/设备类型检索;数据加密存储至少 12 个月。
追溯分析:自动将录音与生产日志关联生成事件时间线;支持通话记录回放用于事后分析;实时记录设备运行参数(温度/电压/信号强度),设备故障前 10 分钟数据自动备份;自动生成设备维护档案。
































































